Call us now :07313726424

 Send Inquiry
Send InquiryMAN Engine Crankshaft Repair
Price 1500 USD ($)/ Number
MOQ : 1 Number
MAN Engine Crankshaft Repair Specification
- Thickness
- Engine Specific
- Engine Type
- Diesel
- Cooling System
- Water Cooled
- Material Grade
- High Strength Alloy
- Power Output
- As Specified by Engine
- Mount Type
- Main Bearing Saddle Mount
- Usage
- Heavy Duty, Industrial and Marine Engines
- Fuel Type
- Diesel
- Load Capacity
- Engine-Specific
- Other Features
- Precision-engineered, Repair and Reconditioning Available
- Inner Diameter
- As per Engine Model
- Finish Type
- Polished or Ground
- Product Type
- Engine Component
- Parts Name
- Crankshaft
- Material
- Forged Steel
- Application
- MAN Marine and Industrial Engines
- OE Number
- As per Engine Model
- Size
- Standard/Customized
- Dimensions
- As per OEM
- Weight
- Depending on Model
- Power
- Upto OEM Specifications
- Stroke
- According to Engine Specifications
- Service Offered
- Repair, Restoration, Reconditioning
- Packaging
- Wooden Crate or As Required
- Inspection Method
- Ultrasonic and Magnetic Particle Inspection
- Surface Hardness
- Optimized for Durability
- Repair Type
- Grinding, Re-Metalizing, Crack Repair, Balancing
- Reconditioning Method
- Dynamic Balancing and Micro Polishing
- Compatibility
- Suitable for all MAN Engine Series
- Availability
- Ready Stock or On Order
- Manufacturing Process
- Forged and Machined
MAN Engine Crankshaft Repair Trade Information
- Minimum Order Quantity
- 1 Number
- Supply Ability
- 1 Number Per Day
- Delivery Time
- 2-3 Week
About MAN Engine Crankshaft Repair
RA Power Solutions was advised about the damage to the crankshaft of MAN B&W 9L27/38 on board the vessel. The vessel was stranded at Lumut Port Malaysia due to non performance of the main engine of MAN.
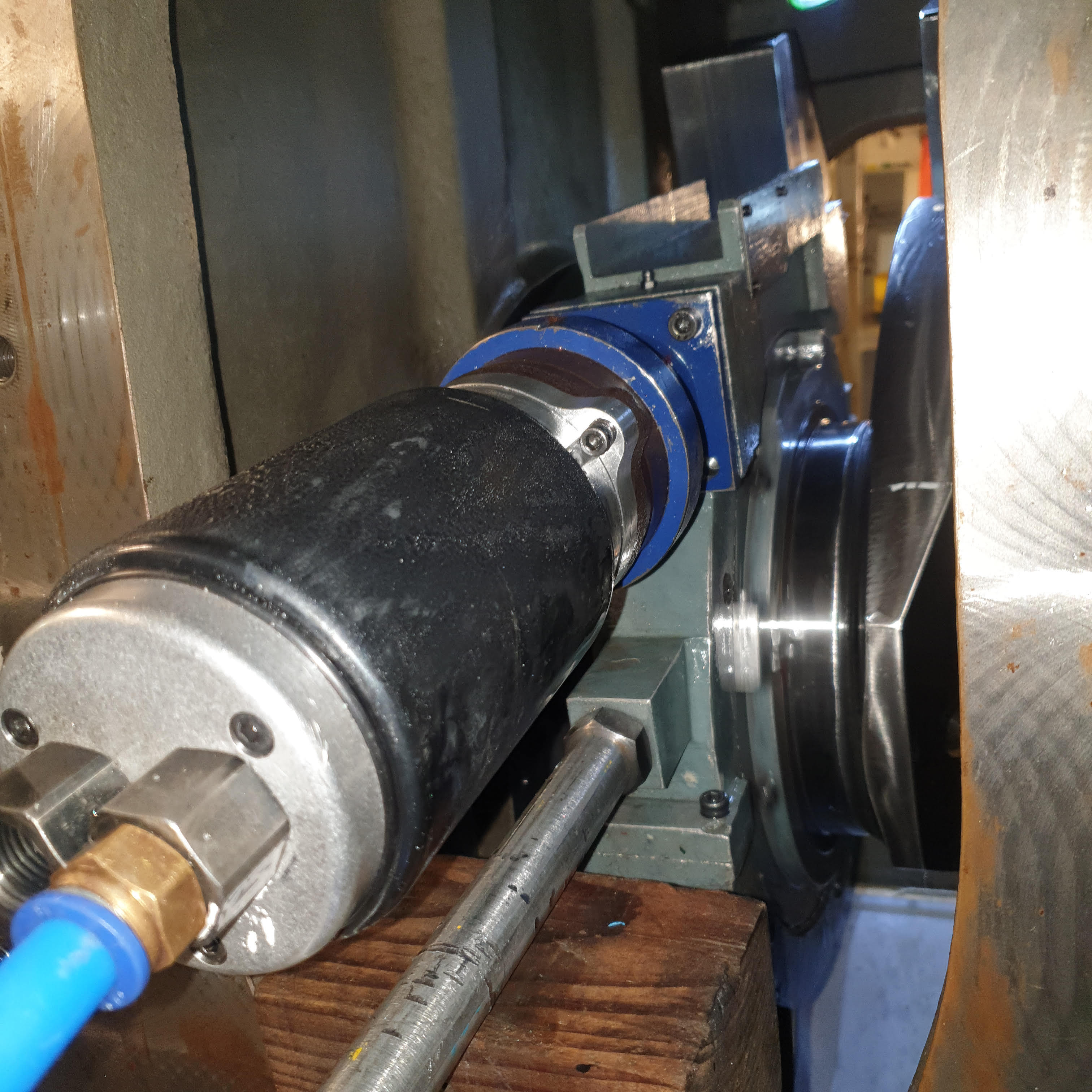
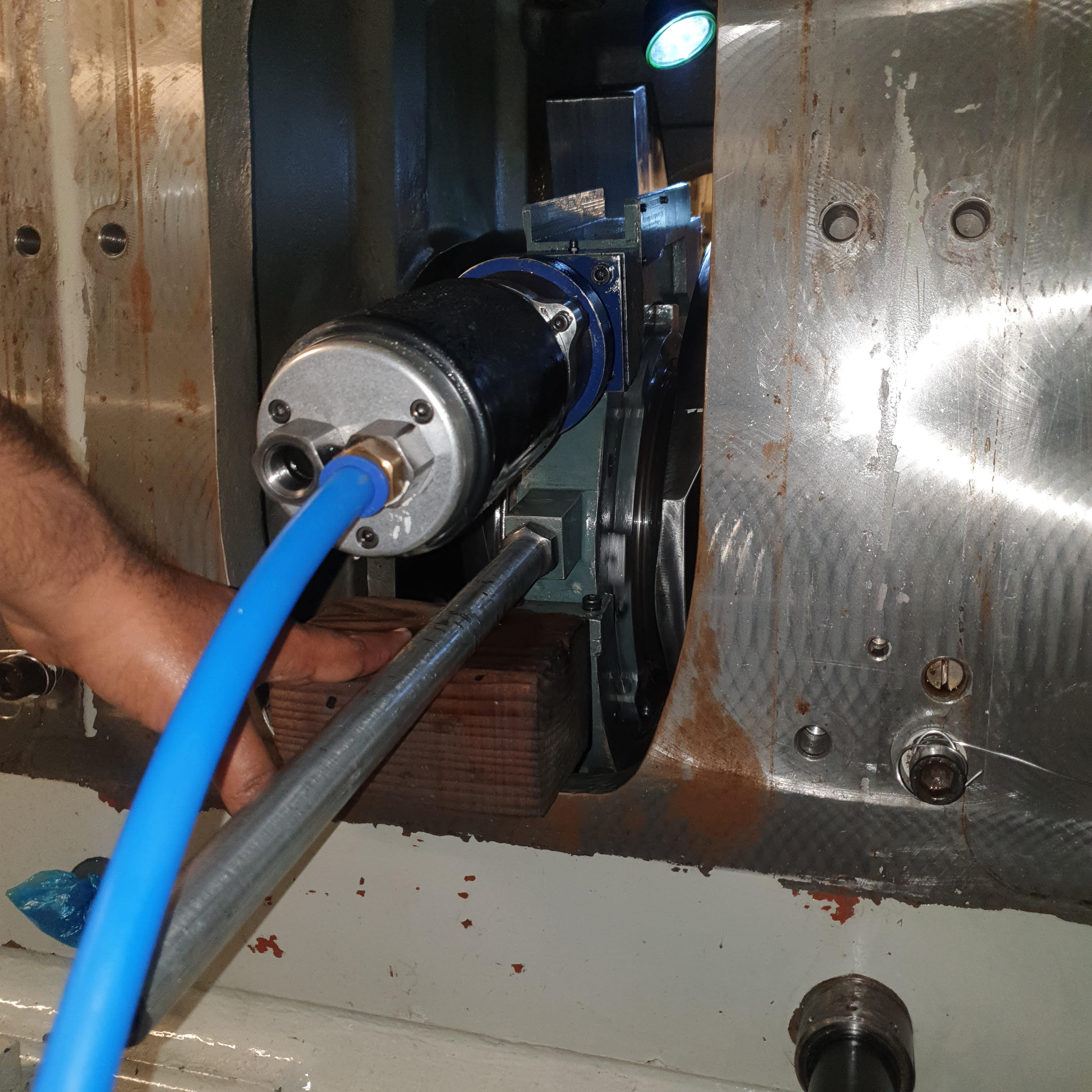
We deputed a team of two technicians with necessary onsite crankshaft grinding equipment to undertake the inspection and repair of the crankshaft.
The details of Engine are mentioned below:
|
S. NO |
Crankshaft Details |
|
|
1 |
Engine Make |
MAN Aux. Engine |
|
2 |
Engine Model |
9L 27/38 |
|
3 |
Crankpin Diameter Standard |
250 mm |
|
4 |
Crankpin Bearing Length |
96 mm |
|
5 |
Place of execution of crankshaft repair |
Lumut Port Malaysia |
Following are the main observations of the crankshaft of MAN Aux. Engine Model No. 9L 27/38
i) On visual inspection by our technicians it was observed that crankpin no. 2 have a deep depression mark measuring about 40 x 25 mm.
ii) The minimum and maximum dimensions of crankpin no. 2 were observed as following:
a) Standard dimensions of crankpin: 250 mm
b) Minimum size observed : 247.80 mm
Thus the ovality of more than 2.2 mm was observed.
iii) Our technicians reported that damage to Crankpin is more as the micrometer is not able to take the reading due to the nature of damage. The crank pin was subject to crack detection by MPI and no cracks were observed.
iv) The hardness was taken off the crankpin. The hardness ranging between 260 to 300 on the HB scale was observed. On a few scattered areas the hardness was as high as 616 on the HB scale.
Planning for Repair of Crankshaft of MAN Engine Model No. 9L 27/38
i) During the discussions with the technical staff of the vessel it was informed that a crankshaft repaircompany from Singapore inspected the damage crankpin no. 2. They observed higher hardness and have undertaken local grinding of the hard spots by a hand grinder.The exact depth of hand grinded area cannot be measured.
The decision was taken br R A Power technicians to undertake grinding of crankpin.
ii) Our technicians checked the hardness of the crank pin at every step while undersizing it, to our surprise the hardness was coming down as the grinding was done.
iii) Our technicians have undertaken the grinding to the undersize of 4.0 mm and the maximum hardness observed is 328 mm.
iv) The damaged crank pin has been successfully repaired.
Damaged to the crankpin by Singapore based company
Due to the lack of knowledge and experience the hand grinder was used to check the hardness which in turn rather damaged the crankpin.
Crankshaft is the most expensive part of a diesel engine and it is important that experienced companies are engaged for repair.
It is our experience of forty two years that hardness increases whenever there is a seizure of the bearings and in the most of cases it is a skin hardness which reduces after grinding is done.
Content Source:
https://crankshaftgrindingrepair.com/blog-details.php?blogname=man-engine-crankshaft-repair
Precision Manufacturing and Quality Assurance
Our repair processes employ forging and precise machining to deliver crankshafts of superior strength and performance. State-of-the-art inspection methods such as ultrasonic and magnetic particle testing guarantee the integrity and reliability of each unit before shipment or installation.
Comprehensive Repair and Restoration Services
We offer a complete array of crankshaft solutions, including grinding, crack repair, re-metalizing, dynamic balancing, and micro polishing. These procedures restore crankshaft functionality and enhance operational lifespan, meeting the specific requirements of all MAN engine series.
Flexible Ordering and Secure Packaging
Our products are available from ready stock or on order, to meet urgent or scheduled maintenance needs. Each crankshaft is packaged in sturdy wooden crates or as per client requirements, ensuring secure delivery whether purchased locally or exported internationally.
FAQs of MAN Engine Crankshaft Repair:
Q: How is the MAN engine crankshaft repaired and reconditioned?
A: Crankshafts undergo grinding, crack repair, re-metalizing, and dynamic balancing. We further refine the surface through micro polishing, restoring optimal performance and durability.Q: What inspection methods are used to ensure crankshaft quality?
A: We employ ultrasonic and magnetic particle inspection methods to detect any internal flaws, surface cracks, or irregularities, guaranteeing the reliability and safety of each repaired crankshaft.Q: When should I consider utilizing your crankshaft repair service?
A: You should opt for our repair and reconditioning services when your MAN engine crankshaft shows signs of wear, imbalance, cracks, or decreased performance, typically discovered during scheduled maintenance or after a malfunction.Q: Where are your MAN engine crankshaft services available?
A: Our crankshaft repair and supply services are offered across India and for export. Products can be ordered for local delivery or international shipment, depending on your needs.Q: What benefits does dynamic balancing and micro polishing provide?
A: Dynamic balancing and micro polishing reduce vibration, minimize wear, and optimize the endurance of the crankshaft, ensuring efficient engine operation and extended service life.Q: How are the crankshafts packaged for safe delivery?
A: Each repaired crankshaft is securely packaged in a wooden crate or customized packaging as required, ensuring protection against damage during transit and handling.Q: Is compatibility guaranteed with all MAN engine series?
A: Yes, our crankshaft repair and restoration solutions are precisely tailored for all MAN engine series, ensuring seamless integration and reliable operation.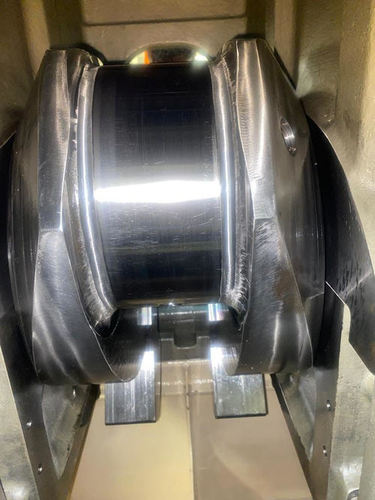



Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Engine Overhauling Category

Repair and Overhauling of Daihatsu Engine
Price 6300 USD ($) / Unit
Minimum Order Quantity : 1 , , Piece
Outlet Diameter : Custom/Modelbased
Cooling System : Watercooled
OE Number : Applicable as per Daihatsu Engine Models
Dimensions : On request/as per engine type

Allen Engine PVBCS12 F Crankshaft Repair
Price 1500 USD ($) / Number
Minimum Order Quantity : 1 Number
Outlet Diameter : As per Specification
Cooling System : Water Cooled
OE Number : PVBCS12 F
Dimensions : As per Model

Yanmar Man B W Daihatsu Allen Bearing in stock
Price 1500 USD ($) / Number
Minimum Order Quantity : 1 Number
Outlet Diameter : Available on Request
Cooling System : Engine Lubrication Circulated
OE Number : On Request
Dimensions : Customized as per Model
Our Products

Corporate Office : 411, 4th Floor, Unitech Arcadia, South City II, Gurugram - 122018, Haryana, India
Catalog Brochure 
Works and Training Centre
Plot No. 235, Sector-7, IMT Manesar, Gurgaon-122050 (India)
Research and Design Centre
425, 4th Floor, Vipul Business Park, Sector-48, Sohna Road Gurgaon-122018 (India)
Exports and International Division
523, 5th Floor, Tower-B4, Spaze I-Tech Park, Sohna Road Gurgaon-122018 (India)

Mr RA Power
(Managing Director)
Mobile :07313726424
 Send Inquiry
Send Inquiry Send SMS
Send SMSDeveloped and Managed by Infocom Network Private Limited.
