Call us now :07313726424

 Send Inquiry
Send InquiryMAN Diesel Generator Model no. 9L28/32
Price 1500 USD ($)/ Number
MOQ : 1 Number
MAN Diesel Generator Model no. 9L28/32 Specification
- Outlet Diameter
- Customized as per requirement
- Material Grade
- Marine Grade
- Thickness
- Heavy-Duty Engine Walls
- Cooling System
- Water Cooled
- Power Output
- 3000 kW @ 720 rpm
- Thread size
- Standard MAN Threading
- Mount Type
- Base Mounted
- Inner Diameter
- 280 mm (Cylinder bore)
- Fuel Type
- Marine Diesel Oil
- Other Features
- Low fuel consumption, High efficiency, Robust construction
- Usage
- Continuous / Standby Power
- Engine Type
- 4-Stroke, Inline 9 Cylinder
- Finish Type
- Anti-corrosive Coating
- Load Capacity
- Adjustable, up to max 3000 kW
- Product Type
- Marine Diesel Generator Set
- Parts Name
- Diesel Generator
- Material
- High Grade Cast Iron & Steel
- Application
- Marine, Industrial, Power Plants
- OE Number
- 9L28/32
- Size
- Standard MAN Dimensions
- Dimensions
- Approx. 7100 mm x 2100 mm x 3650 mm
- Weight
- Approx. 72,000 kg
- Power
- 3000 kW
- Stroke
- 320 mm
- Head
- 9
- Fuel System
- Direct Injection
- Lubrication System
- Forced Lubrication
- Cooling Water Consumption
- Approx. 310 m³/h
- Displacement
- Approx. 178.2 liters
- Emission Standard
- IMO Tier II
- Compression Ratio
- 14.5 : 1
- Number of Cylinders
- 9
- Alternator Type
- Synchronous, Brushless
- Noise Level
- <110 dB(A) at 1 m
- Start System
- Electric/Compressed Air
- Specific Fuel Consumption
- ~187 g/kWh
- Maximum Cylinder Pressure
- ~ 170 bar
- Rated Speed
- 720 rpm
- Exhaust System
- Wet/Dry (optional)
- Generator Voltage
- Up to 11 kV (as per configuration)
- Governor Type
- Electronic
MAN Diesel Generator Model no. 9L28/32 Trade Information
- Minimum Order Quantity
- 1 Number
- Supply Ability
- 1 Number Per Day
- Delivery Time
- 2-3 Days
About MAN Diesel Generator Model no. 9L28/32
RA Power Solutions was approached by a company based in Dubai regarding a problem in crankshaft faced in MAN Diesel Generating set model no. 9L28/32.
The make, model of Engine and crankshaft details are given below:
|
S. NO |
Crankshaft Details |
|
|
1 |
Engine Make |
MAN B&W |
|
2 |
Engine Model |
9L28/32 |
|
3 |
Crankpin Diameter Standard |
230 mm |
|
4 |
Crankpin Bearing Width |
98 mm |
|
5 |
Place of execution of crankshaft repair |
Sailing from Port of Jebel Ali Dubai to JNPT port India |
Repair of MAN Engine Model no. 9L28/32 Diesel Generating set Crankshaft
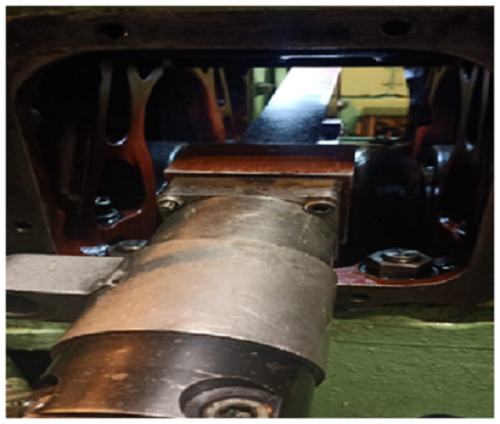
RA Power Solutions deputed two technicians along with an onsite crankshaft grinding machine and technicians boarded the vessel at port of Jebel Ali Dubai. On conducting the inspection following are the main observations of the crankshaft of MAN Engine Model no. 9L28/32 diesel Generating sets.
i) It was observed that the crankpin no. 3 of the AE#02 was damaged. The Bearing material was embedded on the crankpin diameter. After removal of the white metal from the crankpin, the dimension inspection was done and following was observed:
a) Minimum crankpin diameter observed: 229.44 mm
b) Maximum crankpin diameter observed: 229.83 mm
The above readings were observed against the standard diameter of 230.00 mm.
ii)The radius fillet and lubricating oil hole profiles were found acceptable with no damage.
iii) Deep Bearings line marks were observed on the remaining 8 numbers of crankpins.
iv) All the crankpins were subject to hardness test and crack check by MPI method and no abnormality was observed.
v) All other parameters were observed within limits.
Successful Crankshaft Repair of MAN Engine Model no. 9L28/32
i) The grinding of crankpin no. 3 was initially undertaken to the undersize of 1.0 mm maintaining the crankpin diameter of 229.00 mm. Since the Bearing line marks were still visible it was decided to grind further. The final size maintained after grinding and polishing was 228.50 mm which is 1.5 mm undersize.
ii) Considering the rough surface finish and bearing line marks all the remaining crankpins were polished while using the state of art crankshaft grinding & polishing machine using the latest polishing media.
iii) The surface finish of less than 0.20 RA value was maintained.
iv) The ship had the 1.5 mm undersize bearing available which was assembled and the engine was put on load.
Exceptional Performance and Efficiency
Engineered to produce up to 3000 kW at 720 rpm, the MAN 9L28/32 diesel generator stands out with its high efficiency and reduced specific fuel consumption (~187 g/kWh). The direct injection system and electronic governor ensure optimal combustion and efficient load response, making it a reliable choice for sectors that demand consistent and powerful energy supply.
Built for Demanding Environments
Crafted from high-grade cast iron and steel, the MAN 9L28/32's robust construction, anti-corrosive coating, and heavy-duty engine walls provide maximum durability. This generator is ideal for rigorous settings such as marine vessels, industrial facilities, and power plants. Its water-cooled, forced lubrication system extends service life, minimizing downtime and maintenance.
Advanced Features and Compliance
Equipped with a brushless synchronous alternator, the generator is capable of delivering up to 11 kV as per configuration. It meets IMO Tier II emission standards, ensuring environmental compliance. The versatile design allows for electric or compressed air starting, and optional wet or dry exhaust systems accommodate a range of installation requirements.
FAQ's of MAN Diesel Generator Model no. 9L28/32:
Q: How is the MAN 9L28/32 diesel generator started and what options are available?
A: The MAN 9L28/32 can be started using either an electric or compressed air system, providing flexibility to match operational preferences and specific site requirements.Q: What is the typical process for installing this generator in marine or industrial settings?
A: Installation involves base mounting on a stable foundation, configuring the generator voltage (up to 11 kV), connecting the cooling, exhaust, and fuel systems, and integrating controls. Professional setup ensures correct alignment and compliance with safety standards.Q: Where can the MAN 9L28/32 diesel generator be used?
A: Designed for versatility, it is suitable for marine vessels, industrial plants, and power generation facilities, providing reliable continuous or standby power in demanding operational environments.Q: What are the main benefits of using the MAN 9L28/32 model for power generation?
A: Key advantages include high efficiency, low fuel consumption, robust and marine-grade construction, compliance with IMO Tier II emissions, adjustable load capacity up to 3000 kW, and extended operational lifespan even under heavy-duty use.Q: When should maintenance typically be performed on this generator?
A: Regular maintenance should follow MAN's recommended service intervals, typically based on operating hours and load conditions. Forced lubrication and high-quality engine materials help extend intervals between major overhauls.Q: How does the generator maintain low emissions and what standards does it meet?
A: It features direct fuel injection and precise electronic control, which help achieve lower emissions. The engine is certified to comply with IMO Tier II emission standards, making it suitable for regulated marine and land-based applications.Q: What makes the generator's construction particularly suited for harsh environments?
A: Constructed from marine-grade cast iron and steel, with heavy-duty engine walls and anti-corrosive coating, the MAN 9L28/32 offers exceptional resistance to wear and corrosion, ensuring longevity in saltwater, humid, or industrial atmospheres.





Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in engine spare parts Category
Yanmar Engine 6N18AL-DV, S185L-ST, 6M 220L-SN, 6N21L-SN, 6N330-EN, M200AL-DT, 8N280L-EV, 8EY33LW Crankshaft repair | Crankshaft grinding
Price 1500 USD ($) / Number
Minimum Order Quantity : 1 Number
Material : Other, Forged Steel / HighGrade Alloy Steel
Product Type : Other, Engine Component
Head : As per engine specification
Parts Name : Other, Crankshaft

Crankshaft Grinding Machine Portable - Engineering Revolution
Price 1500 USD ($) / Number
Minimum Order Quantity : 1 Number
Material : Other, High Grade Alloy Steel
Product Type : Other, Portable Grinding Machine
Head : Precision Adjustable Grinder Head
Parts Name : Other, Crankshaft Grinder

Repair on Vessel of Auxiliary Engine Crankshaft
Price 1600 USD ($) / Number
Minimum Order Quantity : 1 Number
Material : Other, Forged Steel
Product Type : Other, Crankshaft Repair
Head : Single Cylinder/Multiple Cylinder Depending on Engine
Parts Name : Other, Auxiliary Engine Crankshaft
Man B&W 5T23LH, 6L23/30, 9L 27/38, 7L 32/40, 7L 16/24, 9L28/32, 9L25/30, 6L 52/55B Crankshaft grinding onsite
Price 1500 USD ($) / Number
Minimum Order Quantity : 1 Number
Material : Other, Forged steel alloy
Product Type : Other, Engine Spare Parts
Head : N/A (Not applicable for crankshaft)
Parts Name : Other, Crankshaft
Our Products

Corporate Office : 411, 4th Floor, Unitech Arcadia, South City II, Gurugram - 122018, Haryana, India
Catalog Brochure 
Works and Training Centre
Plot No. 235, Sector-7, IMT Manesar, Gurgaon-122050 (India)
Research and Design Centre
425, 4th Floor, Vipul Business Park, Sector-48, Sohna Road Gurgaon-122018 (India)
Exports and International Division
523, 5th Floor, Tower-B4, Spaze I-Tech Park, Sohna Road Gurgaon-122018 (India)

Mr RA Power
(Managing Director)
Mobile :07313726424
 Send Inquiry
Send Inquiry Send SMS
Send SMSDeveloped and Managed by Infocom Network Private Limited.
